工艺介绍
设备图 
控制难点
1、整机由一个全局主轴来控制时序,两个模切模块及两个叠片模块分4个主轴来控制,模切叠片交互采用信号对接。出现异常时需脱耦控制,各轴做好速度匹配。
2、整机分6个模块,两个模切模块,两个叠片模块,一个下料模块和一个贴胶模块。6个模块均可独立运行,方便问题排查和调试。
3、软件系统存在前后动作逻辑关系,各个应用单元间具有可靠的互锁关系,前后不产生误操作,以免产生危险。
4、具有自动计算隔膜长度功能及空叠隔膜功能,同时空叠的隔膜能自动排出。
技术指标
1、整机速度:300PPM
2、隔膜纠偏精度:±0.2mm
3、极片定位精度:±0.1mm
4、供料定位精度:±2mm
5、产品合格率:≥99.5%
人通控制器解决了哪些问题?
工控4.0:
基于PC、ETHERCAT总线通讯、能同时带256根伺服轴、云计算、大数据、深度学习、语言、视觉、传感...
- 人通控制系统充分发挥工业PC优势,具备传统PLC逻辑控制和运动控制功能,基于锂电行业定制化开发工艺运动库程序。
- 超强带轴数量,支持搭载机器人本体直接控制
- 多样性主流通信接口于一身
- Codesys平台,IEC61131-3灵活编程
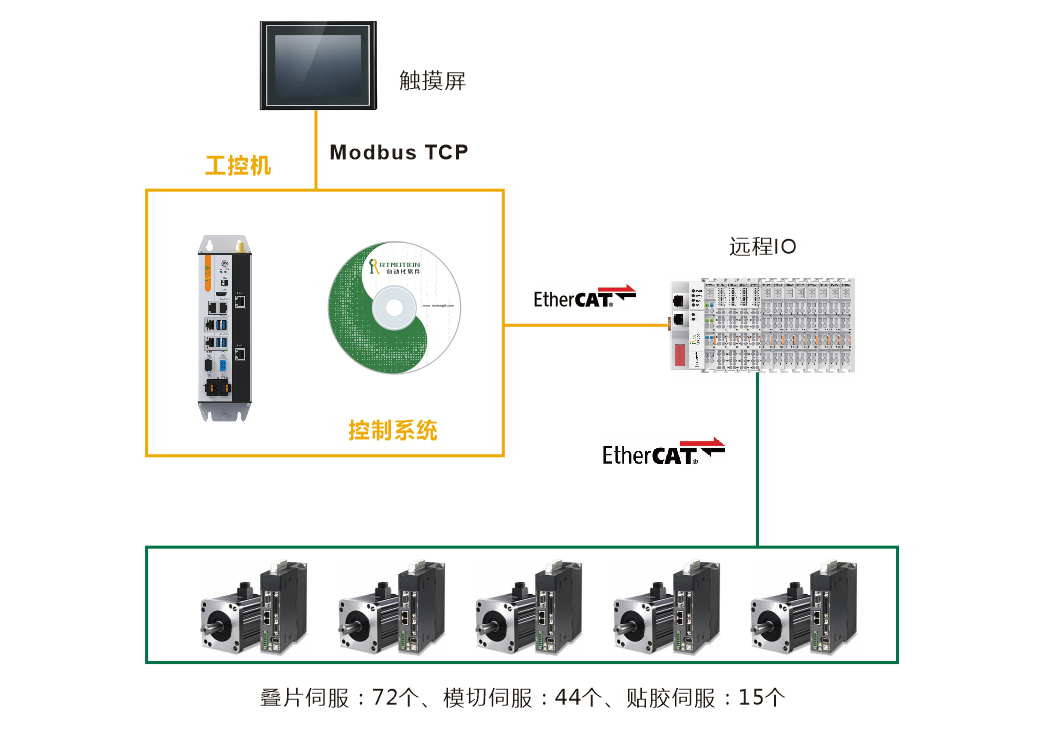
产品架构
- 人通RT6115控制器
- 人通高性能同步伺服额定转速6000RPM最高10000RPM
- 人通Ethercat远程IO模块
- 人通锂电切叠一体行业工艺库
人通产品优势